
A bucket elevator is a type of material handling equipment used to vertically convey bulk materials from a lower to a higher level. It consists of a series of buckets or containers attached to a chain or belt that circulates in a continuous loop. These buckets scoop up materials at the lower end and transport them upwards, where they are discharged at the upper end. Bucket elevators are widely used in industries like agriculture, mining, manufacturing, and construction for efficiently moving materials such as grains, ores, aggregates, and powders between different elevations. They are known for their versatility, high capacity, and minimal material degradation, making them a vital component in various production and processing systems.
Benefits of using Bucket Elevator:
- Vertical Transport: Ideal for moving materials from lower to higher levels.
- High Capacity: Suitable for a wide range of materials and flow rates.
- Minimal Material Degradation: Gentle handling preserves product quality.
- Continuous Flow: Ensures consistent and reliable material transport.
- Customization: Can be tailored to specific applications.
- Energy Efficiency: When designed properly, they can be energy-efficient.
- Reduced Labor: Automation reduces the need for manual handling.
- Versatility: Used in various industries for different materials.
- Space Savings: Efficient vertical movement saves floor space.
- Safety: Equipped with safety features to protect workers.
- Cost-Effective: Long-term savings through efficiency and reduced material loss.
- Environmental Benefits: Minimized waste and pollution due to gentle handling.
Advantages of Bucket Elevators
Bucket elevators offer several advantages in various industries, making them a popular choice for material handling:
- Vertical Transport: They efficiently move materials vertically, allowing for space-saving and flexible layout options.
- High Capacity: Bucket elevators can handle a wide range of materials, from small, fine particles to large, heavy materials.
- Minimal Material Degradation: The gentle handling of materials in buckets minimizes degradation and maintains product quality.
- Versatility: Bucket elevators can be customized to suit different applications and industries, from agriculture to manufacturing.
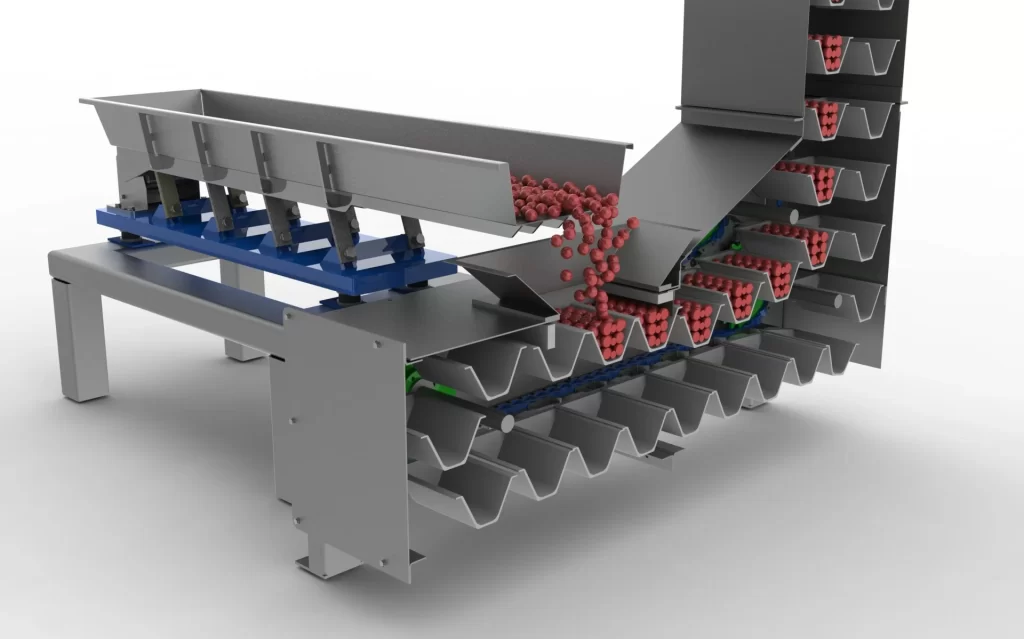
Working of a Bucket Elevator:
Material Loading:
- The process begins when material is loaded into the buckets at the lower terminal. The material can vary widely, including grains, aggregates, powders, or any other free-flowing bulk substance.
- As the buckets travel along the bottom horizontal section of the conveyor, they fill with material through gravity or controlled feeding mechanisms.
Vertical Movement:
- Once the buckets are loaded, the chain or belt begins to move, lifting the material vertically.
- The buckets are positioned close together and are designed to form a continuous loop, ensuring a smooth and efficient transition between horizontal and vertical transport.
Discharge:
- As the buckets move upwards, they reach the discharge point at the top of the elevator, where the material is emptied.
- The discharge may be directed into a bin, silo, hopper, or further processing equipment, depending on the specific application.
Bucket Return:
- After discharge, the empty buckets continue their loop and return to the bottom for another load. This cyclic process is what characterizes the operation of a bucket elevator.
Also read this : What is an introduce bucket elevator?
In summary, bucket elevators are essential tools in material handling systems, offering a multitude of benefits that improve efficiency, product quality, and safety across various industries. The choice to use a bucket elevator depends on the specific needs of your operation, but their advantages in terms of material handling and process optimization make them a valuable asset for many businesses.
Contact us right away, if you want to learn more about our wide range of bucket elevator machine products. Call us at +91-8340521544 or send an email to gulaabsinghcomp@gmail.com, we are India’s largest bucket elevator manufacturers and suppliers.